固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
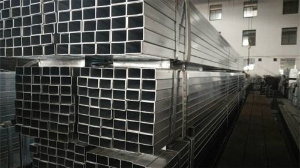
大口徑矩形管(通常指邊長≥200mm,如200×100mm、300×200mm等)的成型工藝,核心是通過焊接或冷彎/熱彎將鋼板加工為矩形截面,主要分為焊接成型和無縫成型兩大技術路線,具體做法因工藝不同而差異顯著。

一、主流成型工藝:焊接成型(應用最廣泛)
焊接成型是大口徑矩形管的主要生產方式,通過將鋼板卷曲、焊接成矩形,適用于批量生產,成本較低,具體流程分3步:
1. 原料預處理
選用Q235B、Q345B等材質的熱軋鋼板(厚度通常316mm,根據矩形管壁厚需求確定),先通過開平機將卷板展平,再按矩形管周長(長+寬)×2的尺寸裁剪成條形鋼板,同時去除鋼板邊緣的毛刺和氧化皮,避免焊接時產生缺陷。
2. 冷彎/熱彎成型
冷彎成型:適用于厚度≤8mm的鋼板,通過連續式冷彎機組,將條形鋼板逐步壓彎成“U”型,再進一步壓合成“矩形”,過程在常溫下進行,能保證截面尺寸精度,但厚鋼板易出現回彈,需通過模具校準。
熱彎成型:適用于厚度>8mm或材質較硬的鋼板,先將鋼板加熱至8001000℃(塑性最佳溫度區間),再用模具壓彎成矩形截面,可減少厚板成型難度,但需控制冷卻速度,避免截面變形。
3. 焊接與精整
焊接:對成型后的矩形管接縫處進行焊接,大口徑管常用埋弧焊(焊縫強度高、成型美觀)或氣體保護焊(效率高),焊接后需去除焊渣,檢查焊縫是否有裂紋、氣孔等缺陷。
精整:通過矯直機修正矩形管的彎曲變形,保證直線度;對表面進行打磨、除銹(若需防腐,可進一步做鍍鋅或噴漆處理);最后按定尺(如6米、9米)切斷,完成成品。
二、特殊成型工藝:無縫成型(高精度需求)
無縫大口徑矩形管較少見,主要用于對強度、密封性要求極高的場景(如高壓管道),工藝難度大、成本高,核心做法是:
1. 管坯制備
以大口徑無縫鋼管(如外徑300500mm)為原料,通過加熱爐將管坯加熱至12001300℃(奧氏體化溫度),使其具備良好的塑性。
2. 擠壓成型
用專用擠壓模具將加熱后的無縫鋼管坯壓制成矩形截面,過程中需控制擠壓速度和壓力,避免管坯開裂;若截面尺寸較大,需分多次擠壓逐步成型,每次擠壓后進行退火處理(消除內應力)。
3. 后續加工
擠壓后的無縫矩形管需通過定徑機校準外徑尺寸,確保精度;再進行冷卻、矯直、探傷檢測(如超聲波檢測內部缺陷),最后切斷、表面處理,完成生產。
三、關鍵工藝控制點(保證質量)
1. 尺寸精度控制
冷彎成型時,需定期調整冷彎機組的軋輥間距,避免因鋼板回彈導致矩形管邊長、壁厚偏差;熱彎或擠壓成型后,需用激光測徑儀檢測截面尺寸,偏差需控制在±0.5mm以內(符合GB/T 6728標準)。
2. 焊接質量保障
焊接前需預熱鋼板(尤其是厚板,預熱溫度80150℃),減少焊接應力;焊接后進行探傷檢測,確保焊縫合格率≥99%,避免后期使用時出現滲漏或斷裂。
3. 防止變形開裂
熱加工(熱彎、擠壓)后,需采用緩冷方式(如埋入保溫棉)冷卻,避免因冷卻過快導致鋼材內部產生裂紋;冷加工后若出現加工硬化,需進行退火處理(溫度600700℃),恢復塑性。
要不要我幫你整理一份大口徑矩形管焊接成型與無縫成型的工藝對比表,包括適用場景、成本、精度等維度,方便你根據需求選擇工藝?
上一條: q345b矩形管批發價格
下一條: 無錫矩形管零割廠家